新型干燥方式在動力電池生產中的應用
新型干燥方式在動力電池生產中的應用
李宇航,王延杰,張巖,王乃鵬,何坤
中航鋰電(洛陽)有限公司,河南洛陽471003
摘要:電池水分直接影響電池的電化學性能以及安全性能,所以電池水分含量高低直接關系電池的質量。目前電池的干燥方式不同對電池的水分含量的影響也不同。本文通過對鋰離子動力電池的實際生產分析了各種干燥方式的優缺點,并結合文獻報到,論述了不同干燥方式對電池性能的影響,以便于更好地發展新工藝。
The Application Of New Baking Method In
Producation Of Li-ion Battery
Li yu hang Wang yan jie Zhang yan Wang nai peng He kun
China Aviation Lithium Battery CO.,LTD,Luoyang,Henan,471003
Abstract: The moisture of Li-ion battery always impacts the electrochemistry performance of battery and the safety performance, which affects the quality of the Li-ion battery. What’s more, the moisture of Li-ion battery is influenced by different baking methods. This paper also analyses disadvantages and advantages of different baking methods in the production of Li-ion battery,and summaries the performance of Li-ion battery in the different baking methods in order to develop the novel technology.
Key words: the moisture of battery, power battery, baking method
1 前言
1.1 背景
鋰離子電池具有高電壓、高能量密度、無記憶效應、無污染、循環壽命長,實際應用于便攜式電子設備、電動自行車、電動汽車、儲能電站等領域,也是當前使用最廣泛的電池之一。鋰離子電池與我們的生活密不可分,同時影響鋰離子電池性能的因素有很多,諸如材料種類、合漿配方、壓實密度、生產方式、電解液用量、電解液配方、水分含量、化成配方等因素都制約著鋰離子電池的電化學性能、循環壽命和安全性能,特別是水分含量對鋰離子電池的性能有至關重要的影響。水分的存在不但能導致電解液鋰鹽的分解,而且對正負極材料的成膜和穩定性產生惡劣影響,導致鋰離子電池的電化學特性變差,諸如容量、內阻、電壓、材料壽命都會產生較為明顯的惡化,甚至對電池循環壽命和安全性能都會產生負面作用。對于動力電池,由于使用材料不同對水分值的要求也不同,朱靜等研究了應用較多的鈷酸鋰體系不同的水分值直接影響著電池的性能[1],電池水分質量分數分別為0.0137%(a)、0.0182%(b)、0.0210%(c)、0.0235%(d)、0.0334%(e)、0.0500%(f)。不同含水量的電池在室溫和45℃環境下做循環測試,水分值越高電池的循環性能越差[1]。45℃的循環數據顯示水分低于0.0210%時室溫200 次循環容量保持率94%以上,當水分超過0.023 5%電池的循環性能衰減嚴重,200 次循環后容量不足83.4%[1]。這是由于電池內部的水分與鋰鹽反應的產物HF、PF5 等對電極材料有腐蝕,而且隨著溫度升高副反應種類增多,同時各反應的速率增大,對電極材料的腐蝕嚴重,活性物質利用率降低容量衰減。在大容量磷酸鐵鋰動力電池制造過程中,電池的一致性至關重要。無論是車用動力電池系統還是大容量儲能系統,電池系統集成多為上百節甚至上千節單體電池混聯使用,然而整個電池系統的可靠性以及安全性取決于最弱的一個單體電池,因此對動力電池單體的一致性要求要比消費品電子產品用電池高得多[2]。電池極片生產是鋰離子電池生產中的核心環節之一,電池極片的水分是影響電池品質的重要技術指標,工業生產中對電池極片的水分含量主要依賴卡爾費休-庫倫水分儀來檢測。但是由于極片之間存在的差異和檢測環境的影響,所以各個電池的水分含量存在差異,這是磷酸鐵鋰電池一致性的重要影響因素之一[3]。
1.2 干燥方式
目前干燥電池的主要方式為真空加熱干燥,真空加熱干燥又分為接觸式加熱和鼓風式加熱,即加熱方式為熱傳導和熱輻射。真空接觸式加熱爐無論是升溫速率還是干燥后效果都有很大優勢。對于鋰離子電池而言升溫速率快,干燥效果好對于電池生產和電池的性能都是極為有利的。采用真空干燥主要防止大氣環境中痕量的水和一些雜質對電池形成二次污染[4],由于動力電池使用碳材料作為負極利用其多孔吸附特性和超大的比表面積,所以如果不采用真空干燥很難除去電池中的水分[5]。與此同時,干燥的內部環境應該是高真空、低露點、高溫度均勻性才可以保證電池的質量和高生產效率[6]。但是對于真空接觸式加熱干燥的設備幾乎都是定制,不能做到兼容多個型號電池而且造價、溫度控制以及設備要求更高,所以很多電池廠商并不會首選真空接觸加熱干燥設備。盡管真空非接觸式干燥方式效果不及真空接觸式加熱,但是具備柔性產線的優越性可以兼容多尺寸電池滿足生產,成本相對較低。本文采用通過真空接觸加熱的電池干燥和真空非接觸式電池干燥,以及真空非接觸式極卷干燥,對比三種干燥的效果,評估最優的干燥方式。
2 實驗
2.1 真空接觸式干燥
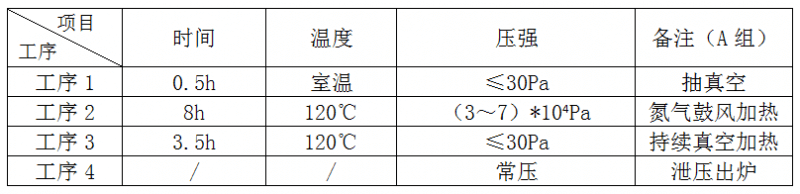
2.1.1 磷酸鐵鋰體系
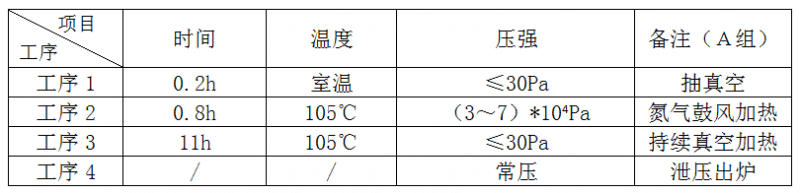
選用本公司生產的磷酸鐵鋰A 型電池進行干燥實驗,使用真空接觸式干燥爐,對電池采用熱傳導干燥。干燥溫度為105±5℃,時間為5~12h,極限真空值30pa 以下。干燥結束后通過卡爾費休-庫倫水分儀檢測水分值[8](C30S,瑞士梅特勒-托利多),通過干燥水分值評價干燥方式的優劣,干燥水分值符合工藝要求,進行后工序生產,化成定容。取磷酸鐵鋰A 型電池30 支電池,放入真空接觸式干燥爐中,干燥工藝流程如表1-1:
表格1-1

2.1.2 三元材料體系
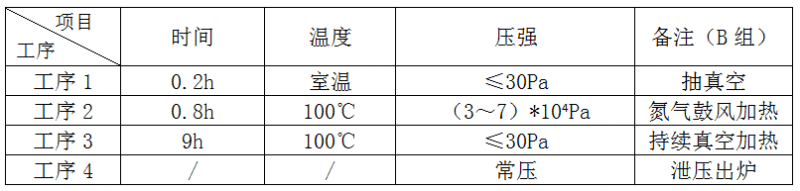
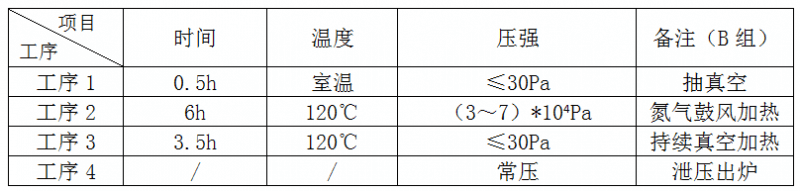
選用本公司生產的三元體系B 型電池30 支進行接觸式干燥,干燥溫度100℃,時間為5~10h。干燥工藝如下:
表格1-2
2.2 真空非接觸式干燥
2.2.1 磷酸鐵鋰體系
選用本公司生產的磷酸鐵鋰A 型電池進行干燥實驗,使用真空非接觸式干燥爐,對電池采用真空熱輻射干燥。干燥溫度為105±5℃,時間為5~12h,取磷酸鐵鋰A 型電池30 支電池,放入真空接觸式干燥爐中,干燥工藝流程如表1-3:
表格1-3
2.1.2 三元材料體系
選用本公司生產的三元體系B 型電池30 支進行干燥,防止在鼓風干燥過程中鋁塑膜受熱變形,所以干燥溫度85℃,時間為5~10h。干燥工藝如下:
表格1-4

2.3 真空非接觸式極卷干燥
2.3.1 磷酸鐵鋰體系
取磷酸鐵鋰A 型電池正極極片1000 米,進行極卷干燥,正極干燥工藝如表1-5;
表格1-5 磷酸鐵鋰A 型正極干燥工藝
2.3.2 三元材料體系
對本公司三元體系B 型電池同樣進行極卷干燥,使用真空非接觸式干燥爐干燥,樣品正極1000 米,干燥工藝如下:
表格1-5 NCM 正極干燥工藝
3 結果與討論
3.1 不同干燥方式對電池水分的影響
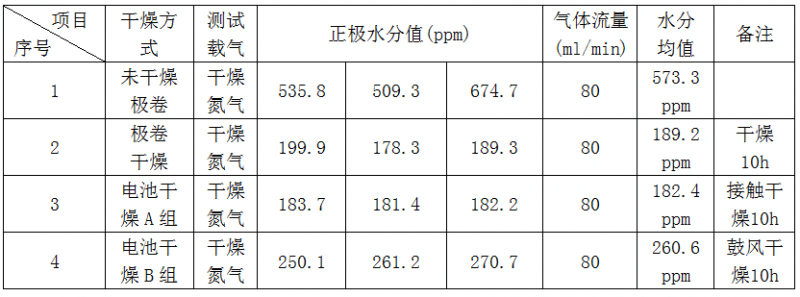
對電芯的干燥采用接觸式和非接觸干燥方式(即真空熱傳導和真空熱輻射的方式),通過卡爾費休-庫倫水分測試檢測結果如下:
表格 2-1
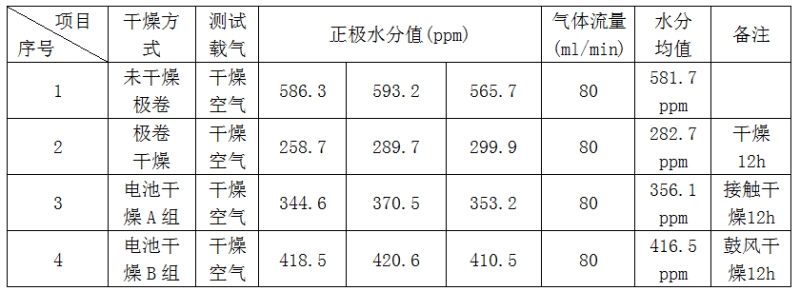
以上為磷酸鐵鋰體系電池干燥后水分值統計,通過數據對比發現極卷干燥的水分值最低,接觸式干燥比非接觸式干燥的效果更好,但是對于工業生產二者都可以滿足工藝要求(一般磷酸鐵鋰體系水分值低于500ppm 即可),因此目前很多廠家采用非接觸式真空干燥設備。極卷干燥相比于其他兩種方式,水分值最低,但是極卷干燥測試水分只能在卷首取樣,且極卷干燥的水分值不均勻,主要表現為水分值大小依次為卷中>卷首>卷尾(極卷最內側)如圖:
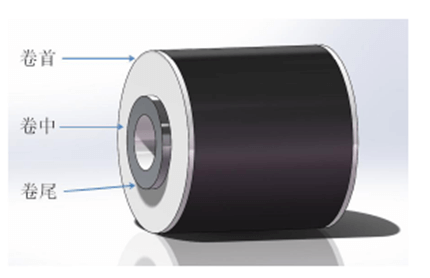
圖1-1 極卷示意圖
對于極卷干燥后的生產工序,環境水分控制極為關鍵,需要嚴格控制環境水分值,否則干燥后的極卷極易吸收環境中的水分,導致含水量嚴重超標。因此對于極卷干燥工藝而言,后工序的生產環境控制成為重要因素。對于三元體系電池的干燥,極卷干燥更具優勢,如下表:
表格 2-2
三元體系的極卷干燥和電池干燥均為10h,但是由于三元體系B 型號電池使用鋁塑膜的外包裝所以干燥溫度不宜過高,而極卷干燥工藝可以不用考慮對鋁塑膜的影響采用更高的烘烤溫度。通過數據可以明顯發現極卷干燥的水分值明顯低于電池干燥,同時發現接觸式干燥后的電池鋁塑膜有褶皺,對電池外觀及安全性存在一定影響。對干燥后的極卷進行模切裝配等后工序流轉,以對比兩種干燥方式在生產過程中加工性能優劣。下圖為兩種干燥方式電池的化成曲線圖對比:
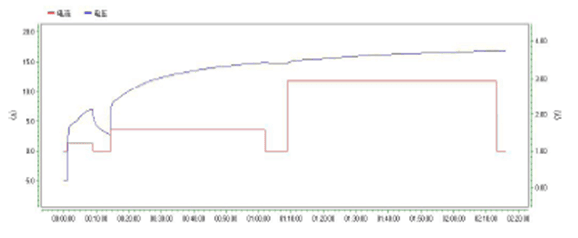
圖1-2 正常三元體系電池化成曲線
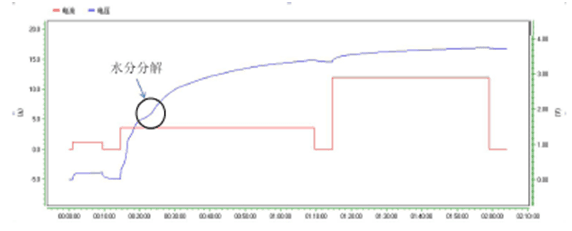
圖1-3 極卷干燥三元體系電池化成曲線
對比化成曲線不難發現極卷干燥的電池有很明顯的水分分解平臺,造成這種結果的原因是極卷在轉運過程和化成前的工序吸水過多造成的,致使電池整體水分含量超高,正常電池開始化成后,電壓是直線上升的趨勢,極卷實驗電池開始化成電壓上升一段就停止這說明電池可能在形成SEI 膜時有較多的副反應參與,所以這個階段電壓沒有上升的原因可能是在持續形成SEI 膜,導致產氣量上升。因此對于極卷干燥來講,必須嚴格控制車間環境的水分。通過整個化成時間來看,極卷干燥生產的電池極化較大。
此外通過EIS 測試也可以看出極卷干燥的三元電池相比與正常干燥工藝電池的極化程度大,主要原因可能是水分含量過高,形成的SEI 膜并不穩定導致極化內阻升高如圖:
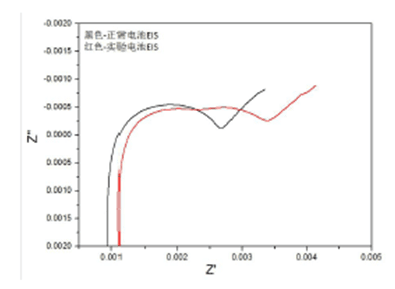
圖3-1 極卷干燥電池與正常電池EIS 對比
3.2 結論
水分對鋰離子電池首次放電容量、內阻、循環性能、安全性能等各方面性能影響較大[7]。水分含量高時,電池的放電容量會降低,內阻變大,循環衰減嚴重,而且會使電解液加速分解引起安全問題。對動力電池的生產而言,干燥的效果、能耗、造價都是企業考慮的問題。通過本文分析目前效率最高的干燥方式是極卷干燥,一次可以干燥上千米的極卷,而且采用鼓風式加熱,可以兼容多個型號,但是極卷干燥必須嚴格控制每個工序的環境水分,否則極卷干燥毫無意義。盡管熱傳導式電池干燥和熱輻射式電池干燥在干燥效率和效果不及極卷干燥,但是對于車間的環境要求不高,從側面可以降低一些運行成本。總之,對于動力電池的生產,必須嚴格控制電池的水分含量,避免由于水分超標影響電池性能。干燥方式效果最好的是極卷干燥,熱傳導式電池干燥次之,熱輻射電池干燥最差,但是熱輻射電池干燥可以兼容多種型號,具有柔性產線的優點。
參考文獻:
[1] 朱靜,于申軍,陳志奎等.J 水分對鋰離子電池性能的影響研究[e]J .華南師范大學學報,2009,1000(5463),115-117.
[2]牛俊婷,孫琳,康書文,趙政威,馬紫峰.電極水分對磷酸鐵鋰電池性能的影響.電化學,2015,10,第21 卷,第5 期.
[3]張芬麗,郭靜,鄭延輝,劉玉霞。水分對鋰離子電池性能的影響.河南化工,2016,第33 卷.
[4]郭炳坤,徐徽,王先友等.鋰離子電池[J]長沙,中南大學出版社,2002.
[5]肖順華,章明方.水分對鋰離子電池性能影響.應用化學,2005,7,第22 卷,第7 期.
[6]張海林,和祥運,李燕等.電極水分對鋰離子電池性能的影響[J].電池工業,201318(1/2),44-46.
[7] 趙靈智. 鋰離子電池概述及負極材料研究進展[J] . 廣東化工,2009,193(36);106.
[8] LIFang(李芳),YU Su-qing(于素青),YUAN Wen(原雯),卡爾費休滴定儀在分析中的應用chemical Engineer(化學工程師),2011,19(9):61-65.